Why TPU 95A Livestock Ear Tags Burn During Injection Molding: Causes, Solutions & Laser Marking Additive Safety
Livestock ear tags made from TPU 95A are widely used in cattle, sheep, and pig identification due to their excellent flexibility, durability, weather resistance, and animal comfort. However, manufacturers frequently encounter burning, scorching, black spots, or char marks during injection molding. These defects not only increase scrap rates but also affect product safety and appearance.
This guide explores the root causes of burning in TPU 95A ear tag production and provides practical, production-ready solutions. It also addresses a common concern: whether laser marking additives, such as those from DOME Materials, contribute to scorching.

Understanding TPU 95A for Livestock Ear Tags
TPU 95A (Shore A hardness) is a medium-hard polyether or polyester-based thermoplastic polyurethane prized for livestock ear tags. It offers good hydrolysis resistance, UV stability, and flexibility at low temperatures. Typical processing requires careful temperature control because TPU is sensitive to heat, moisture, and shear.
Recommended processing window for TPU 95A:
- Barrel temperature: 175–225°C (rear to front, gradually increasing)
- Melt temperature: 190–220°C
- Hot runner temperature: 185–225°C
- Mold temperature: 25–50°C
Exceeding these limits significantly raises the risk of thermal degradation and burning.
Main Causes of Burning in TPU 95A Ear Tag Injection Molding
1. Inadequate Material Drying (Most Common Cause)
TPU is highly hygroscopic. Even 0.05% moisture can cause hydrolysis at high temperatures, generating gas, bubbles, and localized burning or black specks. Livestock ear tags, being thin and detailed parts, are especially prone to surface defects from moisture.
Solution: Dry TPU pellets at 80–110°C for 2–4 hours using a dehumidifying dryer (dew point ≤ -40°C). Process dried material within 1–2 hours.
2. Excessive Processing Temperatures or Long Residence Time
Setting barrel or hot runner temperatures too high (>230°C) or allowing material to sit idle in the barrel causes thermal decomposition and carbonization of TPU.
Solution: Keep melt temperature strictly below 225°C. Reduce back pressure and screw speed. Purge the barrel during long stops and lower temperatures when idle.
3. High Shear Heating
Fast injection speeds, small gates, or high back pressure generate excessive frictional heat, leading to scorching, especially in thin ear tag sections.
Solution: Use moderate injection speeds, larger gates where possible, and back pressure of 5–15 bar. Optimize screw design for a lower compression ratio if burning persists.
4. Poor Mold Venting (Diesel Effect)
Trapped air in the cavity compresses and ignites the melt, causing burn marks at the end-of-fill or weld lines — common in flat ear tag designs.
Solution: Add or deepen venting slots (0.015–0.03 mm) at burn-prone areas. Reduce injection speed slightly during trials.
5. Contaminated Screw, Barrel, or Hot Runner
Residual carbonized TPU from previous runs can break off and contaminate new shots, creating black streaks or spots.
Solution: Implement regular purging with suitable cleaning compounds. Clean hot runners thoroughly when changing colors or after long production runs.
6. High Regrind Ratio or Contaminated Raw Material
Excessive regrind (>20%) or impure resin degrades faster and burns more easily.
Solution: Limit regrind to 10–15% max and ensure high-quality virgin TPU.
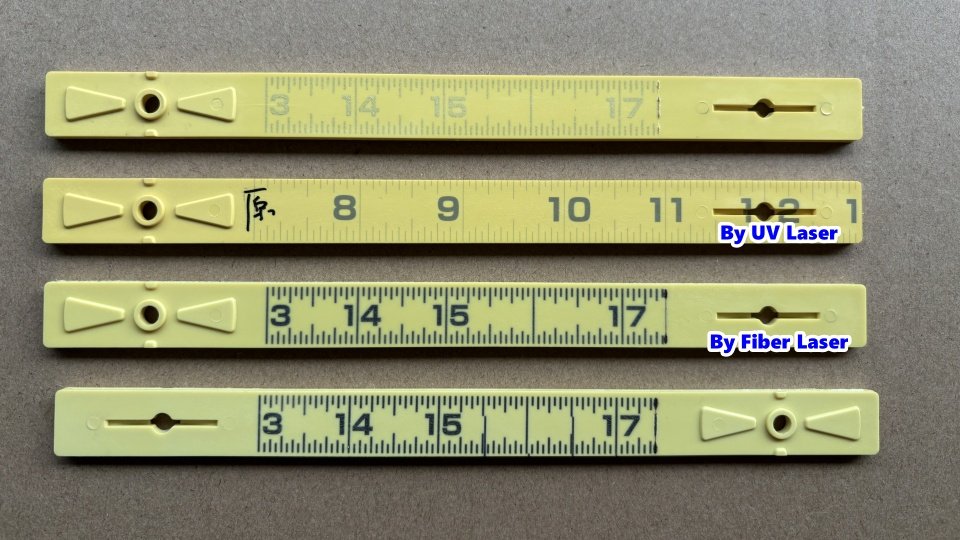
Do Laser Marking Additives Cause Burning in TPU Ear Tags?
Many manufacturers worry that adding a laser-marking masterbatch for permanent identification codes will increase the risk of scorching.
Short answer: High-quality laser marking additives do not cause burning during injection molding when used correctly.
DOME Materials’ laser marking masterbatch for TPU is engineered with excellent heat stability up to 280°C, well above the typical processing temperatures for TPU 95A (190–220°C). The powder form offers even higher stability, up to 800°C. These additives are specifically designed for livestock ear tag applications and integrate well without significantly altering melt flow or thermal stability.
Key points:
- Dosage of 1–3% (typically 1.5–2%) has minimal impact on the processing window.
- They promote controlled laser reaction (carbonization/foaming) after molding, not during.
- Proper dispersion prevents agglomeration that could create hot spots.
- Many commercial TPU ear tag producers successfully use similar additives without increasing defect rates.
Best practice: Add the masterbatch to dried TPU and maintain standard processing parameters. Perform small trial runs to confirm no change in burning tendency.
Additional Optimization Tips for Burn-Free Production
- Use polyether-based TPU 95A for better hydrolysis resistance in ear tags.
- Monitor actual melt temperature with a pyrometer rather than relying solely on barrel settings.
- Choose hot runner systems with excellent temperature uniformity and minimal dead zones.
- Implement statistical process control (SPC) to track temperature, pressure, and defect rates.
- Work with material suppliers for pre-compounded TPU + laser additive blends tailored for ear tags.
Conclusion
Burning in TPU 95A livestock ear tag injection molding is usually preventable with strict drying, precise temperature control, adequate venting, and proper machine maintenance. High-quality laser marking masterbatches like those from DOME Materials, with heat resistance up to 280°C (and powder up to 800°C), are safe to use and do not contribute to scorching when following recommended guidelines.
By addressing these root causes, manufacturers can achieve higher yield, better surface quality, and permanent, high-contrast laser markings that withstand harsh farm environments. Consistent quality not only reduces costs but also meets traceability standards required in modern livestock management.
For best results, always validate new setups with short production trials and consult your TPU and additive suppliers for grade-specific recommendations.
Keywords: TPU 95A ear tag injection molding, burning in TPU molding, livestock ear tag defects, laser marking TPU without scorching, DOME laser masterbatch TPU.