As core additives for plastic laser transmission welding (TTLW), laser welding infrared absorbers directly determine welding efficiency, weld quality, and product appearance. Widely used in electronics, automotive, and medical high-end manufacturing, this guide breaks down their core principles, types, applications, technical difficulties, and market prospects for quick industry insight.
1. Core Working Principle (Easy to Understand)
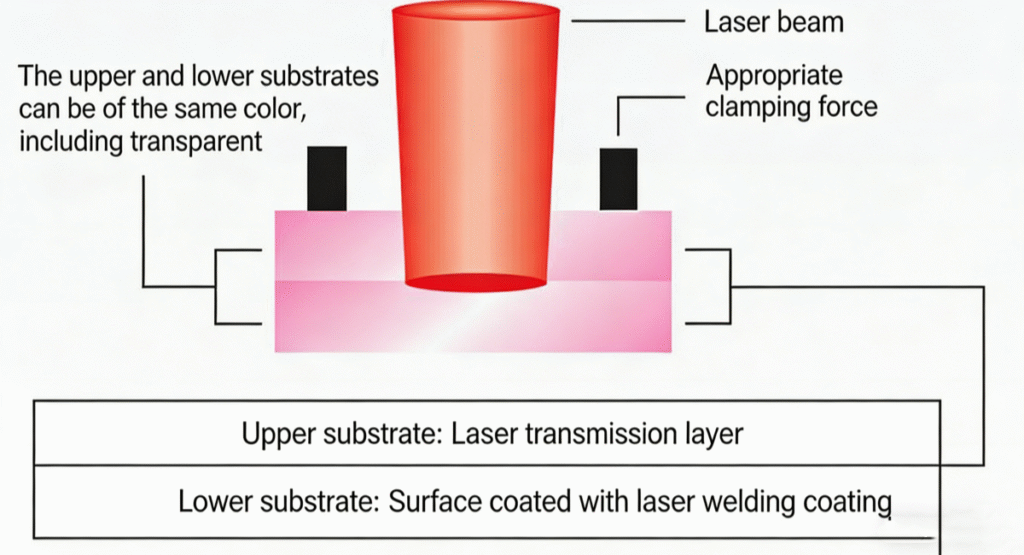
The key role of laser welding infrared absorbers is converting 800-1100nm near-infrared laser energy (commonly 940nm, 1064nm) into interface heat for plastic fusion bonding, solving the difficulty of welding transparent/light-colored plastics. The process has 3 simple steps: 1. The upper plastic layer transmits the laser efficiently; 2. The absorber (lower layer/interface) absorbs the laser and converts it to heat; 3. Heat melts the interface plastic, forming a dense weld under pressure—clean, vibration-free, and controllable.
2. Main Product Classifications
There are 3 main types of laser welding infrared absorbers, tailored to different appearance, cost, and performance needs:
1.1 Traditional Type: Carbon Black
The most commonly used and cost-effective type, with a wide absorption spectrum, high near-infrared absorption efficiency, and good thermal stability. Addition amount: 0.1%-1% (mass fraction). Disadvantage: Turns materials black (obvious welds), only suitable for opaque black plastic parts.
1.2 Transparent/Low-Color Type: Near-Infrared Dyes (NIR Dyes)
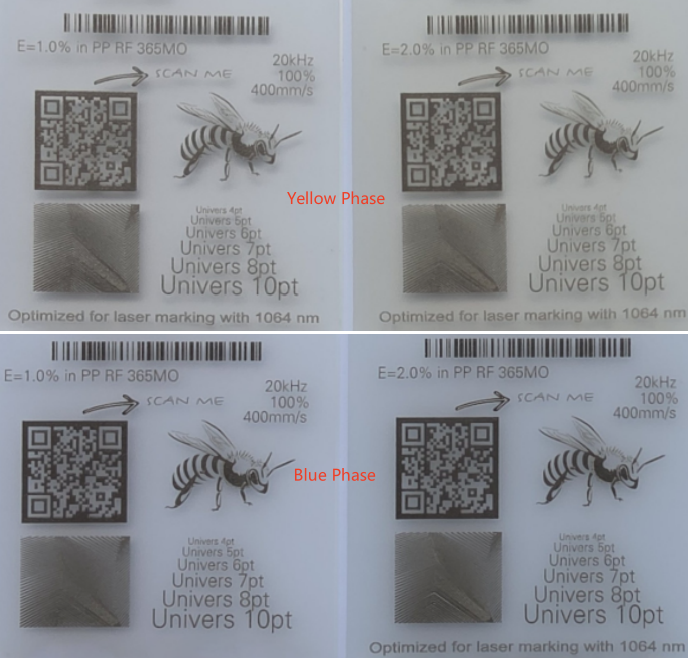
Featured by “visible light transparency + near-infrared absorption”, the typical Clearweld® system matches 940nm/1064nm lasers. Available as a solution (spray/print) or masterbatch (injection), it creates transparent, nearly colorless welds without affecting appearance—ideal for high-end optical and medical transparent plastic welding.
1.3 Nanomaterial Type
Represented by tungsten oxide, gold nanoparticles, carbon nanotubes and magnesium-zinc alloy particles, it achieves selective near-infrared absorption via surface plasmon resonance (SPR). Advantages: High transparency, low addition amount, and excellent heat resistance (some boost weld strength). Disadvantage: High production cost, not yet widely popularized.
3. Core Application Scenarios
With laser welding replacing ultrasonic/hot plate welding, infrared absorbers are widely used in 4 core fields:
3.1 Electronic and Electrical Field
Used for mobile phone casings, chargers, sensor housings, and keyboard keys. Transparent NIR dyes or nano absorbers are preferred for vibration-free welding, ensuring no obvious welds and good sealing.
3.2 Automotive Field
Applied in auto lamps (PC/PMMA), instrument panels, interior parts (ABS/PC), and new energy battery casings. Carbon black is used for black parts; transparent NIR dyes for transparent lamps and high-end interiors, meeting automotive high-temperature and anti-aging requirements.
3.3 Medical Field
Suitable for infusion sets, diagnostic boxes, transparent catheters, and medical casings. High-purity transparent NIR dyes are preferred for biocompatibility, no precipitation, high light transmittance, and pollution-free welding.
3.4 Packaging Field
Used for sealed welding of food/cosmetic transparent containers and anti-counterfeiting packaging. Transparent absorbers balance sealing and appearance, avoiding migration to contaminate contents.

4. Practical Application Cases
Typical cases across core fields illustrate the practical value of laser welding infrared absorbers, combining absorber types and application effects:
4.1 Automotive Field: Headlights & 77GHz Radar
Case 1: Hyundai GENESIS/Equus taillights use PC/PMMA lenses (upper layer) and PC/ABS housings with transparent NIR dyes (absorption layer). 940nm laser welding achieves seamless, transparent welds, meeting automotive sealing standards. Case 2: A brand’s 77GHz radar housing uses transparent NIR dyes, reaching IP69K protection and 50% improved salt spray resistance. Red PC/ABS interior parts use high near-infrared additives to solve poor welding issues.
4.2 Electronic Field: New Energy Battery Trays & Precision Parts
Case 1: Aluminum battery tray welding uses blue-infrared composite technology—blue light preheats to reduce reflectivity, 1080nm infrared laser (with carbon black absorbers) enables deep welding. Yield rises from 70% to over 99%, efficiency up 30%. Case 2: 0.1mm lithium battery copper foil uses nano-gold absorbers (SPR effect), achieving precise, burn-free welding for safe conductivity.
4.3 Medical Field: Transparent Catheters & Diagnostic Boxes
A medical enterprise uses Clearweld® dyes (sprayed) for PVC infusion catheters, ensuring biocompatibility, seamless welds, and no leakage. PC diagnostic boxes use nano-tungsten oxide absorbers for high-temperature stability and airtightness.
4.4 Packaging Field: High-End Cosmetic Bottles
A top cosmetics brand uses transparent NIR dye masterbatches in PET bottle caps. 940nm laser passes through the transparent bottle body, welding caps tightly with invisible welds—excellent sealing and no impact on product texture.
5. Current Technical Difficulties
Four core technical difficulties restrict industry upgrading:
4.1 Transparent Absorber Limitations: NIR dyes decompose/discolor at 200-280℃; nano absorbers agglomerate, affecting weld quality. 4.2 Poor Adaptability: Single absorbers struggle to match multiple substrates (PC/ABS/PMMA) and laser wavelengths. 4.3 Localization Gap: Foreign enterprises monopolize high-end NIR dyes/nano absorbers; domestic products lag in performance. 4.4 Process Matching Challenges: Precise absorber concentration control and coordination with laser parameters are difficult for stable mass production.
6. Future Development Trends
Laser welding infrared absorbers will develop toward 4 directions: high efficiency, transparency, low cost, and specialization:
5.1 High Performance & Transparency: Develop high-temperature (≥300℃), migration-resistant NIR dyes; solve nano absorber agglomeration. 5.2 Specialization & Customization: R&D substrate/laser-specific absorbers for automotive/medical needs. 5.3 Accelerated Localization: Break foreign monopolies, reduce costs, and promote large-scale application of metal particle absorbers. 5.4 Process Integration: Optimize absorber-masterbatch integration and coating processes for stable mass production.
7. Market Prospect
Driven by laser welding demand in electronics, automotive, and medical fields, the market grows steadily: Global infrared absorber sales reached 1.7 billion yuan in 2023, expected to hit 2.6 billion yuan by 2030 (CAGR 6.4%), with laser welding as the core driver. China’s market grows faster than the global average; new energy vehicles and high-end electronics will boost demand for transparent NIR dyes/nano absorbers. Localization will reduce costs and expand application scenarios, promising broad prospects.
Conclusion: Laser welding infrared absorbers is critical for TTLW. With high-end manufacturing upgrading, their performance and types will improve, and technical difficulties will be overcome. High-performance, specialized and low-cost products will dominate, with localization and market expansion bringing new opportunities.